Language
Search



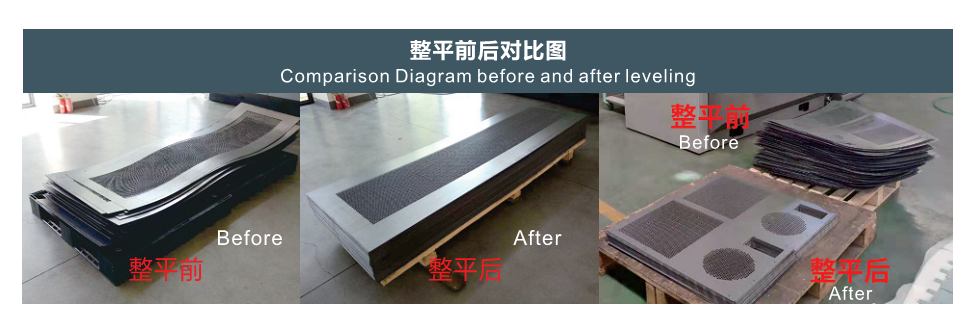
; ; ; سٹیمپنگ کے عمل میں درستگی اور مستقل مزاجی کو یقینی بنانے کے لیے شیٹ میٹل سٹیمپنگ کو برابر کرنا چاہیے۔ یہ اہم ہے کیونکہ ناہموار دھات مہر والے حصوں کی موٹائی اور شکل میں تغیر پیدا کر سکتی ہے، جس سے حتمی مصنوع میں نقائص یا عدم مطابقت پیدا ہو سکتی ہے۔ دھات کو برابر کرنے سے اس بات کو یقینی بنانے میں مدد ملتی ہے کہ مہر لگانے کے عمل سے وہ حصے تیار ہوتے ہیں جو سائز، شکل اور معیار میں یکساں ہوں۔ مزید برآں، لیولنگ مواد کے فضلے کی مقدار کو کم کرنے اور سٹیمپنگ کے عمل کی کارکردگی کو بڑھانے میں مدد کر سکتی ہے۔
; ; ; باری باری موڑنے کی ایک سیریز کے بعد، اندرونی تناؤ کو ختم کرنا، اور شیٹ میٹل کے ہر حصے میں مختلف تناؤ کی وجہ سے ہونے والے غیر اطمینان بخش لیولنگ اثر کو بنیادی طور پر حل کرنا، اس طرح اعلی درستگی کی سطح کو حاصل کرنا۔

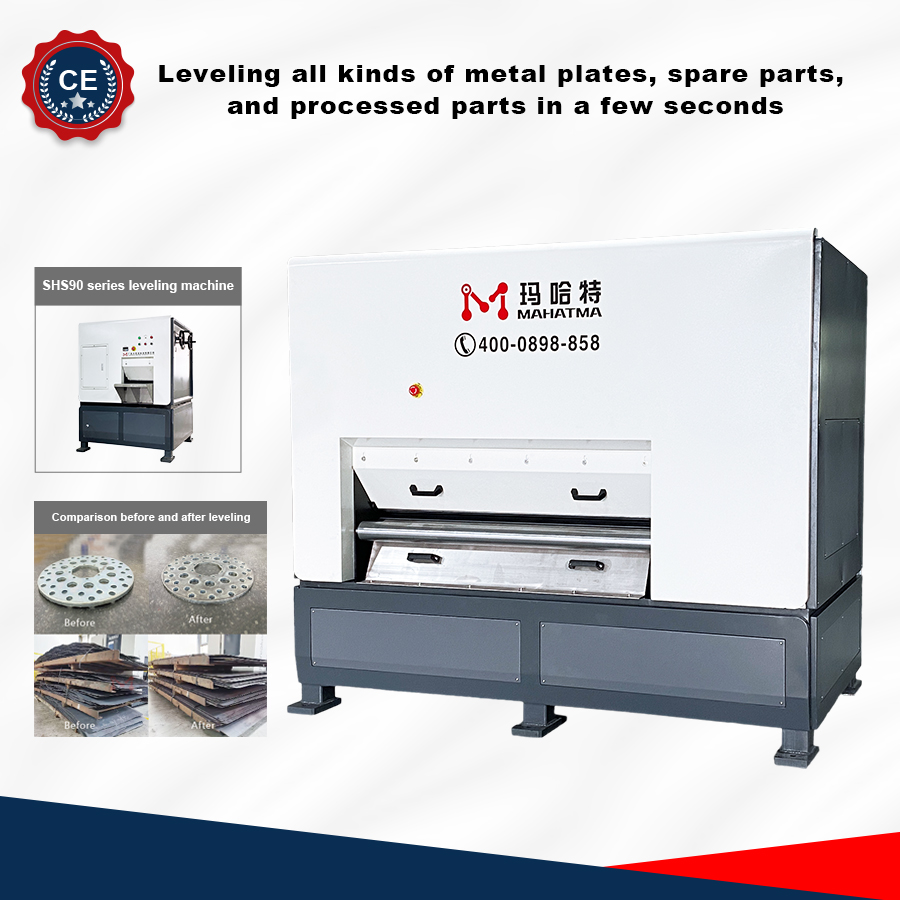
| نیم خودکار پارٹ لیونگ مشین پیرامیٹر ٹیبل | ||||
| آلہ ماڈل | ایس ایچ ایس 50 -400-19A | ایس ایچ ایس 60 -400-15A | ایس ایچ ایس 80 -400-15A | ایس ایچ ایس 100 -400-15A |
| رولر قطر | φ50 ملی میٹر | φ60mm | φ80 ملی میٹر | φ100 ملی میٹر |
| رولر نمبر | 15 | 15 | 15 | 15 |
| رفتار | 0-10m/منٹ | 0-10m/منٹ | 0-10m/منٹ | 0-10m/منٹ |
| ہموار چوڑائی | < ;1300 ملی میٹر | < ;1600 ملی میٹر | < ;2100 ملی میٹر | < ;2100 ملی میٹر |
| درجہ بندی پلیٹ موٹائی | 0.8~5.0mm | 1.0~6.0mm | 2 ~ 8 ملی میٹر | 3 ~ 12 ملی میٹر |
| زیادہ سے زیادہ موٹائی | 8 ملی میٹر | 10 ملی میٹر | 12 ملی میٹر | 14 ملی میٹر |
| مختصر ترین ورک پیس | 90 ملی میٹر | 105 ملی میٹر | 135 ملی میٹر | 165 ملی میٹر |
| قابل اطلاق آبجیکٹ | لیزر کاٹنے والا حصہ، دھاتی پلیٹ | |||